เซ็นเซอร์ตรวจวัดระยะห่างด้วยแรงดันลม[DPA-SR/LR]
ความสามารถในการวัดซ้ำระดับ ±0.5− ไมครอน!!

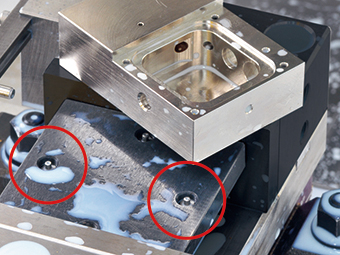
ไม่ใช่แค่ตรวจว่า “มีชิ้นงานอยู่”, แต่สามารถ “ตรวจวัดการวางตำแหน่งได้อย่างแม่นยำ” ด้วยมาตรฐานใหม่ของ “เซ็นเซอร์ตรวจวัดระยะห่าง” ด้วยแรงลม สามารถป้องกันความผิดพลาดในกระบวนการผลิตของเครื่องจักรอุตสาหกรรม CNC ได้อย่างมีประสิทธิภาพ โดยการตรวจจับชิ้นงานที่ลอยตัวขึ้นเนื่องจากเศษกลึง
เหตุผลที่ควรเลือกเซ็นเซอร์ตรวจจับระยะห่างด้วยแรงดันลมของ Metrol
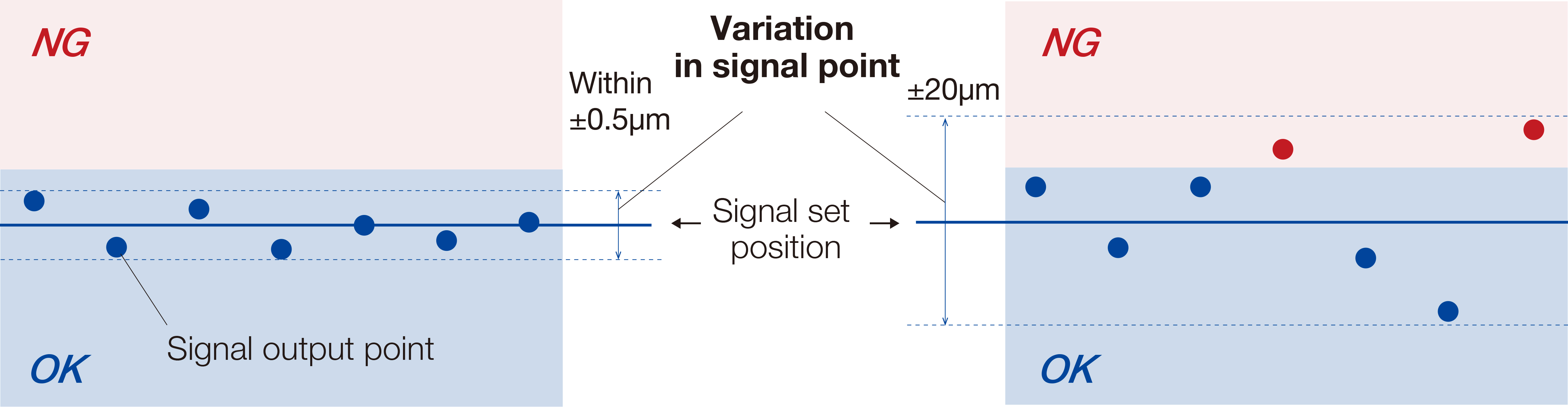
ความสามารถในการวัดซ้ำระดับ ±0.5− ไมครอน
จุดให้สัญญาณแกว่งเพียงเล็กน้อยและสามารถตรวจจับชิ้นงานที่ลอยตัวขึ้นเนื่องจากเศษกลึงได้อย่างมีประสิทธิภาพ ทำการตรวจวัดการวางตำแหน่งได้อย่างแม่นยำภายใต้ความคลาดเคลื่อนที่ยอมรับได้และป้องกันความผิดพลาดในกระบวนการผลิต

IP67 โครงสร้างป้องกัน
สามารถติดตั้งเซ็นเซอร์ไว้ด้านในของเครื่องขึ้นรูป ท่อลมที่สั้นลงทำให้มีความเร็วในการตอบสนองที่ดีขึ้นและความสามารถในการผลิตที่สูงขึ้น

ปุ่มตั้งค่าหลักแบบ One-push
“จุดตั้งค่าสัญญาณสามารถปรับได้ โดยการตั้งค่าความคลาดเคลื่อนหลักที่ยอมรับได้ไว้ในจิ๊ก และกดปุ่มตั้งค่าหลักค้างไว้หนึ่งวินาที พร้อมกับฟังก์ชันการตรวจสอบการทำงานด้วยตนเอง
เมื่อแรงดันอากาศเกินขีดปริมาณแรงดันอากาศที่เหมาะสม จะมีสัญญาณเตือนและจอ LED จะกะพริบ”

ชนิดตั้งค่าแบบ 2 จุดให้สัญญาณ วางจำหน่ายแล้ว!
3 ระดับ (-NG, OK, +NG) โดยการตั้งค่าขีดจำกัดบนและขีดจำกัดล่าง สามารถทำการวัดค่าเส้นผ่านศูนย์กลางภายในได้อย่างแม่นยำในราคาที่ถูกลง! เครื่องจักรสามารถทำงานได้อัตโนมัติตามสัญญาณการวัดค่าจากภายนอกที่ได้รับ
กรณีศึกษา
Metrol และ คู่แข่ง
| ของ Metrol เซ็นเซอร์ตรวจวัดระยะห่างด้วยแรงดันลม |
เซ็นเซอร์แรงดันลม / เซ็นเซอร์ตรวจวัดระยะห่าง ของบริษัทอื่น |
|
|---|---|---|
| ความสามารถในการวัดซ้ำ |  ±0.5 ไมครอน− |
 ±20 ไมครอน− |
 |
||
| สามารถทำการ “ตรวจวัดการวางตำแหน่งของชิ้นงานได้อย่างแม่นยำ”
จุดให้สัญญาณแกว่งเพียงเล็กน้อยและสามารถตรวจจับชิ้นงานที่ลอยตัวขึ้นเนื่องจากรอยกลึงได้อย่างมีประสิทธิภาพ ทำการตรวจวัดการวางตำแหน่งได้อย่างแม่นยำภายใต้ความคลาดเคลื่อนที่ยอมรับได้และป้องกันความผิดพลาดในกระบวนการผลิต |
ตรวจได้แค่ว่า “มีชิ้นงานอยู่” เท่านั้น
สัญญาณที่แกว่งมากทำให้ตรวจได้แค่ว่ามีชิ้นงานอยู่เท่านั้น ไม่สามารถตรวจจับชิ้นงานที่ลอยตัวขึ้นเนื่องจากเศษกลึงได้ และการตรวจวัดการวางตำแหน่งของชิ้นงานและจิ๊กไม่สามารถทำได้อย่างแม่นยำ |
|
| ระยะห่างการตรวจจับ | 1-350 ไมครอน |
40-250 ไมครอน |
| โครงสร้างป้องกัน | IP67 (สามารถใช้ในสภาพแวดล้อมที่สมบุกสมบันที่มีการสาดกระเซ็นของน้ำยาหล่อเย็นได้) |
IP66 (ไม่เหมาะกับสภาพแวดล้อมที่สมบุกสมบัน) |
| ความเร็วในการตอบสนอง | ประมาณ 0.8 วินาที ( ความยาวท่อ: 1.5 ม.) การติดตั้งตัวเซ็นเซอร์ภายในเครื่องจักรสามารถช่วยลดขนาดความยาวท่อลมได้ |
ประมาณ 5 วินาที (ความยาวท่อ: 12 ม.) การติดตั้งตัวเซ็นเซอร์ด้านนอกของเครื่องจักรต้องใช้ส่วนต่อขยายของท่อลม |
| จอแสดงผลแบบตัวเลข | ไม่มีจอแสดงผล (สัญญาณ เปิด/ปิด เท่านั้น)* |
มีจอแสดงผล |
*จุดให้สัญญาณสามารถปรับได้โดยการกดปุ่มตั้งค่าหลัก
รายการสินค้า
| หมายเลขผลิตภัณฑ์ | ระยะการตรวจจับ | การตั้งค่าจุดให้สัญญาณ | ดาวน์โหลด | ||||
|---|---|---|---|---|---|---|---|
 |
DPA-SR1 |
1−100μm ชนิดการตรวจจับระยะสั้น |
ชนิดตั้งค่าแบบ 1 จุดให้สัญญาณ | แคตตาล็อก (PDF) |
คู่มือ (PDF) |
CAD (DXF) |
|
 |
ใหม่!! DPA-SR2 |
ชนิดตั้งค่าแบบ 2 จุดให้สัญญาณ
3 ระดับ |
คู่มือ (PDF) |
CAD (DXF) |
|||
 |
DPA-LR1 |
80−350μm ชนิดการตรวจจับระยะยาว |
ชนิดตั้งค่าแบบ 1 จุดให้สัญญาณ | คู่มือ (PDF) |
CAD (DXF) |
||
 |
ใหม่!! DPA-LR2 |
ชนิดตั้งค่าแบบ 2 จุดให้สัญญาณ
3 ระดับ |
คู่มือ (PDF) |
CAD (DXF) |
|||
คำแนะนำเกี่ยวกับข้อมูลเฉพาะเชิงไฟฟ้า| ตัวเลือก / ข้อควรปฏิบัติ
ข้อมูลจำเพาะ
| หมายเลขผลิตภัณฑ์ | DPA-SR1 | DPA-SR2 | DPA-LR1 | DPA-LR2 |
|---|---|---|---|---|
| ระยะการตรวจจับ | 1−100 ไมครอน* | 80−350 ไมครอน* | ||
| ความสามารถในการวัดซ้ำ | ±0.5μm:ระยะการตรวจจับ 1−60μm ±1μm :ระยะการตรวจจับ 60−100μm การแปรผันของแรงดันลมอยู่ภายใน ±1%* |
±1μm:ระยะการตรวจจับ 80−150μm ±3μm:ระยะการตรวจจับ 150−250μm ±5μm:ระยะการตรวจจับ 250−350μm การแปรผันของแรงดันลมอยู่ภายใน ±1%* |
||
| ความเร็วในการตอบสนอง | 0.8 วินาที * | |||
| ความเร็วในการตอบสนองเชิงไฟฟ้า | 80ms | 10ms | 80ms | 10ms |
| โครงสร้างป้องกัน | IP67 | |||
| แรงดันที่กำหนด | 0.15−0.2MPa | |||
| ช่วงอุณหภูมิการทำงาน | 0℃−60℃ (ไม่มีการควบแน่น) | |||
*ความยาวท่อ 1.5 ม. / เมื่อใช้หัวฉีดที่แนะนำ
กรณีศึกษาของบริษัท DENSO

ป้องกันความผิดพลาดในกระบวนการผลิตที่เครื่องจักรกล CNC ด้วยการตรวจวัดการวางตำแหน่งของชิ้นงานที่แม่นยำ
แผนกผลิตภัณฑ์เพื่อความปลอดภัยในการขับขี่ของ DENSO ทำหน้าที่ผลิตชิ้นส่วนแอคชูเอเตอร์ของระบบ ABS ซึ่งเป็นส่วนประกอบสำคัญสำหรับระบบความปลอดภัยของยานยนต์
ปัญหาผลิตภัณฑ์ที่มีข้อบกพร่องเกิดขึ้นเนื่องจากความผิดพลาดในการจัดวางตำแหน่งของชิ้นงานในกระบวนการกลึงด้วยเครื่องแมชชินนิ่งเซ็นเตอร์ CNC สิ่งที่น่าปวดหัวมากที่สุดคือการที่ต้องหยุดสายการผลิตเพื่อทำการตรวจสอบอย่างเต็มรูปแบบ
การใช้งาน
การตรวจสอบการยึดแน่นในงานแมชชินนิ่งเครื่องยนต์
±0.5µm ถือเป็นความแม่นยำระดับสูงที่ทำให้ได้งานกลึงและแมชชินนิ่งเครื่องยนต์ที่พิถีพิถัน

การตรวจสอบการยึดแน่นของแกน
สามารถทำการแมชชินนิ่งได้อย่างแม่นยำด้วยการตรวจจับระยะห่างระดับ 10µm ที่เกิดจากเศษกลึง

การตรวจสอบการยึดแน่นในงานแมชชินนิ่งแม่พิมพ์ยางรถยนต์
ระยะที่ยกขึ้น 10µm จากเศษกลึงสามารถถูกตรวจจับได้โดยการปรับปรุงความแม่นยำของงานแมชชินนิ่งที่ดีขึ้น

การตรวจวัดการวางตำแหน่งของชิ้นงานที่มีผิวขรุขระ
ตรวจจับการวางตำแหน่งส่วนประกอบในกระบวนการหล่อขึ้นรูปแบบฉีด (Die-casting) ได้อย่างมีประสิทธิภาพด้วยระยะการตรวจจับ 350µm
การตรวจสอบการยึดแน่นของแม่พิมพ์ที่ถูกกดอัดด้วยแรงดันน้ำมัน
วัสดุแปลกปลอมขนาด 10µm สามารถถูกตรวจจับได้ในช่องว่างระหว่างแม่พิมพ์ส่วนบนและส่วนล่างได้อย่างแม่นยำ

การตรวจสอบการทำงานของเครื่องกลึง CNC ตั้งแต่จุดเริ่มต้นของกระบวนการแมชชินนิ่ง
ป้องกันการเกิดผลิตภัณฑ์ที่มีข้อบกพร่องด้วยการตรวจจับหาการวางแนวที่คลาดเคลื่อนของเครื่องกลึง CNC ที่จุดผลิตชิ้นงาน

ได้รับรางวัล “excellence prize” จากงาน “Tokyo Venture Technology Award 2015”
One of Metrol new products won an "Excellence award" in "Tokyo venture Technology Award 2015"!"Air Micro Switch", a…
ปิดประกาศโดย on Metrol Tool Setter (for CNC Machine) on 2015年12月23日
แบบฟอร์มการติดต่อ